產品簡介
特點:P9002系列手動壓裝監控系統壓裝力范圍從0~25KG不等;工作高度從40mm~240mm不等;測試精度zui高可達0.5%F.S.(選配不同測試精
公司簡介
上海盤卓自動化科技有限公司是國內一家專業從事傳感器、分析儀器、工業儀器儀表、計量校準、工業控制系統技術開發、設計、產品銷售和服務為一體的科技技術服務公司。我公司經營的產品有位移、壓力、稱重、角度、加速度、扭矩、溫濕度等各類傳感器和精密電位器及壓裝/過程控制儀等多個類別,廣泛應用于機械加工、汽車制造、石化、電力、冶金、環保、鋼鐵、航空航天等領域,產品品牌包括MEAS、Wenglor、BD、sakae、Burster等。
盤卓自動化,致力于以卓越的品質為您提供專業的解決方案!
展開
產品說明
特點:
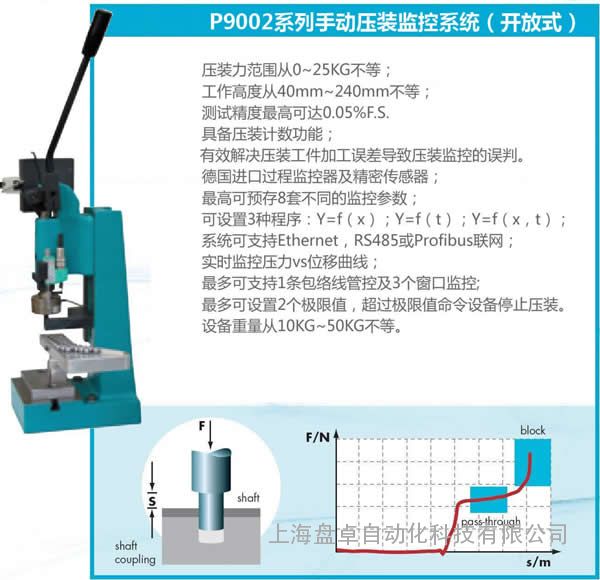
P9002系列手動壓裝監控系統壓裝力范圍從0~25KG不等;
工作高度從40mm~240mm不等;
測試精度zui高可達0.5%F.S.(選配不同測試精度傳感器)
壓裝速度可調;
本手動壓裝監控系統具備壓裝計數功能;有效解決壓裝工件加工誤差導致壓裝監控的誤判。
德國進口過程監控器及傳感器;
zui高可預存8套不同的監控參數;
可設置3種程序:Y=f(x);Y=f(t);Y=f(x,t);
本手動壓裝監控系統可支持Ethernet,RS485或Profibus聯網;
實時監控壓力vs位移曲線;
多可支持1條包絡線管控及3個窗口監控;
多可設置2個限值,超過限值命令設備停止壓裝。
設備重量從10KG~50KG不等。
產品描述:
P9002系列手動壓裝監控系統是采用手動壓力機結合過程監控系統,以實現壓裝過程的全程品質管控。機臺采用全鑄鐵結構,堅固耐用。P9002系列手動壓裝監控系統壓裝力從0~25KN不等,廣泛適用于各類零部件壓裝、鉚接、刻印、切斷、折彎、沖孔和成形等工藝過程控制中的【力vs位移】的曲線測試,可測量待測物壓力及位移的相對應的變化曲線,并通過預先對系統控制器設置好的曲線監控窗口實時監控產品是否合格,并做OK/NOK判斷報警,直觀明了,操作方便簡單。同時,P9002系列手動壓裝監控系統若搭配上位機軟件,還能將測試曲線數據存檔,方便后續工藝分析及產品品質管控檔案的備份。

應用場合:
P9002系列手動壓裝監控系統主要應用于:
發動機缸蓋、缸套、油封組件壓裝;
轉向器齒輪、銷軸等的組件壓裝(等);
傳動軸組壓裝;
齒輪箱組件壓裝;
剎車盤組件壓裝等;
微電機組件壓裝(主軸、殼體等);
電機組件壓裝(軸承、主軸等);
線路板組件壓裝(插件等);
電子零部件壓裝;
家電配件壓裝;
家電配件鉚接等;
機械零部件壓裝;
自動化組線;
易損件壽命測試等;
其它需要控制壓裝位移與壓裝力的場合。
功能簡介:
在許多壓裝情況,多數采用監控壓裝力與壓裝行程之間的關系曲線,類似下圖:
1,測量方程:y=f(x)。
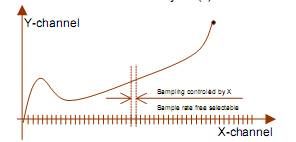 Y軸縱坐標代表壓裝力,X橫軸坐標代表壓裝行程。這個圖表示當壓裝時產生的力變化與壓裝行程相對應的關系曲線圖,一個可選的X采樣率,決定了X-Y數據的讀取。
優點:只辨認X值的變化。與時間控制讀取不同,檢測數據存儲器不需要裝載沒有必要的數據。如:在一個自動反饋設備的中間停止時期。然而對于特別陡峭的曲線上升段(此時X方向幾乎不發生變化),該方程并不適用。在這種情況下,我們推薦以下2個方程。
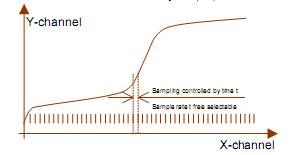
2,測試方程:y=f(x,t)
Y和X數據同步被儲存,且存取數量是通過測試時間變化(采樣時間)來決定的。
優點:對于位移變化量很小的曲線,用位移變化采樣無法采到足夠的數據,可以用這種方程來解決,因為它是以測試時間變化(采樣時間)來決定數據采集的。
3,測試方程y=f(t)
Y軸縱坐標代表壓裝力,X橫軸坐標代表壓裝行程。這個圖表示當壓裝時產生的力變化與壓裝行程相對應的關系曲線圖,一個可選的X采樣率,決定了X-Y數據的讀取。
優點:只辨認X值的變化。與時間控制讀取不同,檢測數據存儲器不需要裝載沒有必要的數據。如:在一個自動反饋設備的中間停止時期。然而對于特別陡峭的曲線上升段(此時X方向幾乎不發生變化),該方程并不適用。在這種情況下,我們推薦以下2個方程。
2,測試方程:y=f(x,t)
Y和X數據同步被儲存,且存取數量是通過測試時間變化(采樣時間)來決定的。
優點:對于位移變化量很小的曲線,用位移變化采樣無法采到足夠的數據,可以用這種方程來解決,因為它是以測試時間變化(采樣時間)來決定數據采集的。
3,測試方程y=f(t)
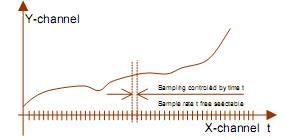 測試值Y作為時間t的變量進行讀取。
優點:不需要X傳感器(例如:壓入的位移傳感器)
條件:需要保持相同的速度VS時間,否則曲線會受到速度VS時間不同而發生形變。
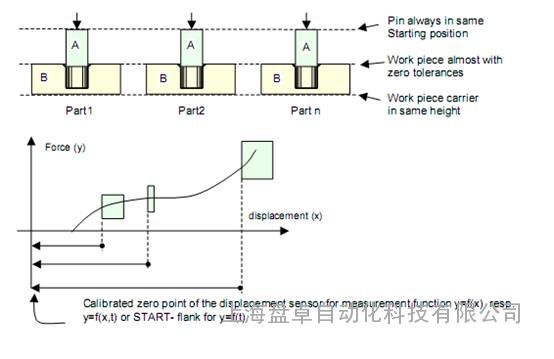
工件不會安放到準確的壓入位置。工件進入時會略高于或略低于壓入位置。這會產生力-位移曲線在位移方向上的偏移。這樣,即使您生產了一個OK的產品,曲線也有可能給出NOK的判斷。為了避免這種情況的發生,下面要介紹參數REFERENCE。在這里,用戶可以更具需要選取分析窗口的位移參考點。
本手動壓裝監控系統提供了4種監控參考點定義。
參考點(REFERENCE:Absolute)
當能夠保證壓入作業的2個部件能以相同的方式重復定位,也就是說工件夾具能使工件總是處于同一高度。且壓入部件(A+B)自身在壓入方向的公差可以忽略,而要壓入的部件A相對于B的起始位置固定,此時您可以選擇參考。
測試值Y作為時間t的變量進行讀取。
優點:不需要X傳感器(例如:壓入的位移傳感器)
條件:需要保持相同的速度VS時間,否則曲線會受到速度VS時間不同而發生形變。
工件不會安放到準確的壓入位置。工件進入時會略高于或略低于壓入位置。這會產生力-位移曲線在位移方向上的偏移。這樣,即使您生產了一個OK的產品,曲線也有可能給出NOK的判斷。為了避免這種情況的發生,下面要介紹參數REFERENCE。在這里,用戶可以更具需要選取分析窗口的位移參考點。
本手動壓裝監控系統提供了4種監控參考點定義。
參考點(REFERENCE:Absolute)
當能夠保證壓入作業的2個部件能以相同的方式重復定位,也就是說工件夾具能使工件總是處于同一高度。且壓入部件(A+B)自身在壓入方向的公差可以忽略,而要壓入的部件A相對于B的起始位置固定,此時您可以選擇參考。
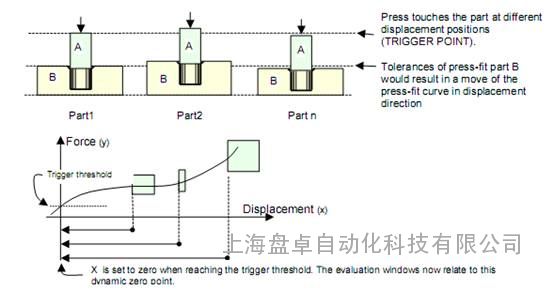
 觸發參考(REFERENCE:Triger)
如果壓入部件工件位置的重復精度無法得到保障,如:由于壓入部件B的位移偏差。此時您需要選擇觸發參考。測試將在壓入基準與壓入部件A接觸時才開始。與此同時,位移X將被置零。此時,分析窗的位置以此為零點。如果不是這么做,壓入曲線會沿著X方向位移,這將會導致一個OK的部件得到錯誤的NOK信號。
觸發參考(REFERENCE:Triger)
如果壓入部件工件位置的重復精度無法得到保障,如:由于壓入部件B的位移偏差。此時您需要選擇觸發參考。測試將在壓入基準與壓入部件A接觸時才開始。與此同時,位移X將被置零。此時,分析窗的位置以此為零點。如果不是這么做,壓入曲線會沿著X方向位移,這將會導致一個OK的部件得到錯誤的NOK信號。
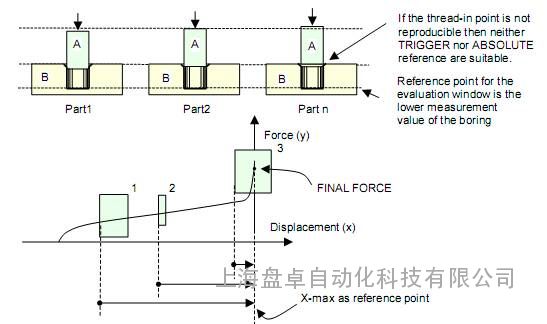
終點參考(REFERENCE:Final Force)
如果“參考”和“觸發參考”都不能滿足,那么就必須找到另一個參考點。在很多情況下,壓入部件的壓入深度是未知的。“終點參考”使用位移的測量終值作為分析窗的參考點。
阻截窗口參考(REFERENCE:Block Window)
如果力的終值不固定,如:由于系統氣壓不穩定,那么將一個沒有重復性的終點力作為分析窗的參考就變得沒有意義了。對于這種情況,本手動壓裝監控系統提供了阻截窗口參考可供選擇。這里,所有的分析窗都以曲線進入阻截窗口的下邊交點為參考。
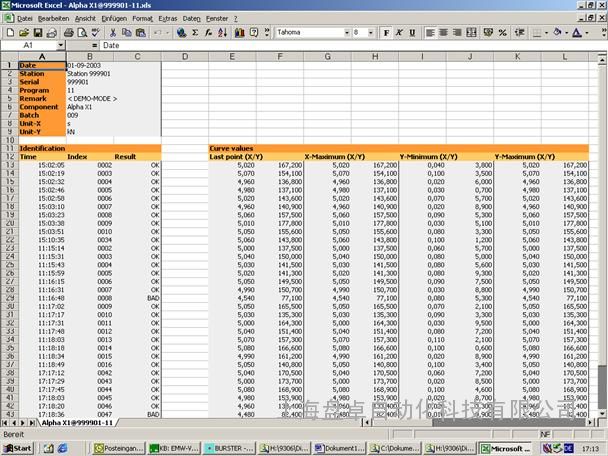
數據讀取:
保存的數據可以以PDF格式顯示:
或Excel文檔格式:
本頁產品地址:http://m.lgsztm.com/sell/show-2696191.html








 免責聲明:以上所展示的[P9002 手動壓裝監控系統]信息由會員[上海盤卓自動化科技有限公司]自行提供,內容的真實性、準確性和合法性由發布會員負責。
免責聲明:以上所展示的[P9002 手動壓裝監控系統]信息由會員[上海盤卓自動化科技有限公司]自行提供,內容的真實性、準確性和合法性由發布會員負責。











